The accuracy of SRB machining
Skiving Roller Burnishing is a high precision operation
Precision of bore diameter: drilling hole IT8 ~ IT9; Boring hole IT7
Roundness: 0.036mm/Ф200mm (after the fine boring)
Cylindricity: 0.05/500mm (after the fine boring) 40mm-1200mm (different model)
Roughness:
Heavy boring Ra 6.3µm
Fine boring Ra 1.6µm
Rolling: Ra 0.4µm

COMBINING SKIVING AND BURNISHING FOR CYLINDER BORES
Machines engineered specifically to perform skiving and roller burnishing operations deliver precise roundness tolerances and quality surface finishes.
For a hydraulic cylinder to operate effectively, the cylinder’s ID must be precisely round and have a mirror-like surface finish to ensure a tight seal between it and the mating internal piston. This is commonly achieved through skiving and subsequent roller burnishing inside a tubular workpiece. Skiving uses a set of carbide blades positioned around the diameter of a tool to slice away chips and create a geometrically round bore.
Roller burnishing, a cold-working process, uses multiple rollers to compress the peaks of material left behind after skiving to generate an extremely smooth surface finish. Burnishing also introduces a residual stress layer into the cylinder wall, which improves cylinder fatigue life.
These operations are sometimes performed in one pass using a combination Skiving & Roller Burnishing tool on a BTA-style deep-hole drilling machine which is far from optimal and stable. However, from the beginning Profimach has designed a series of machines engineered specifically to perform skiving and roller burnishing operations. Profimach’S SRB-series machines use a single tool for both operations, achieving roundness tolerances of IT-7 or IT-8 and bore surface finishes as smooth as Ra 0,3 to 0,2 micron in one setup and one tool pass.
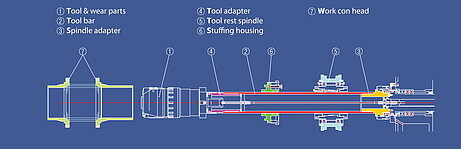
The three distinct features that enable the SRB-series to be highly effective at skiving and roller burnishing:
1. Workholding
The tubes used for hydraulic cylinders are relatively thin. Care must be taken to secure the tube rigidly enough for the skiving and roller burnishing processes, but not so tightly as to deform it. Therefore, clamping cones are typically used to hold the tubes on both ends instead of three-jaw chucks. This clamping method also facilitates quick workpiece changeovers in automated environments. In addition, extra support must be provided along the length of the tube due to the inherently high length-to-diameter ratio of these workpieces. The SRB-series uses different V-shaped hydraulic clamps to provide this support.
2. Power train
Thin cuts are taken during skiving. A skiving blade’s radial engagement with the workpiece might be just 0,2 mm and feeds might be 1 mm per revolution, per blade.
However, each tool has two, three, four or six skiving blades, which multiples the effective feed rate. Similarly, the cold-working roller burnishing process requires a lot of torque and high spindle speed as it plasticizes and compresses the peaks that skiving leaves behind. As a result, the SRB-series features a more robust power train with higher horsepower motors and faster spindle speeds than conventional BTA drilling machines and a much lower point of gravity of working towards the bed, which results in much less stress in the machine body.
3. Rotary union
A hydraulic circuit inside the skiving and roller burnishing tool expands the skiving blades and burnishing rollers during cutting operations. Therefore, the SRB-series has a rotary union at one end of the tool headstock to provide a hydraulic/pneumatic connection throughout the length of the rotating tool. Once the cutting pass is completed, the blades and rollers are retracted into the tool as it is removed from the tube. The tool continues to rotate as it is removed, but nylon guides on the tool and continuous coolant delivery prevent damage to the cylinder wall.
The Profimach’s SRB-series machines are available in skiving/burnishing diameters ranging from 30 to 600 mm and lengths to 16 meter (larger machines are available upon request).

Today Profimach delivers machines able to produce tubes up to a length of 18.6 m, such that the loss in customisation can be kept as low as possible.
Skive and Roller Burnishing is a modern process to rapidly finishing the interior diameter (ID) of a tube to a cylinder quality size and finish. A Skive and Roller burnishing tool uses a floating carbide cutter that produces a true round bore in the Skive operation and a work hardened seal friendly surface in the Roll operation.
Skiving in itself is a process used to remove stock where close tolerances and roundness are required. Skiving produces a surface finish of approximately 1,5 – 3,2 micron center line average (CLA). The depth of cut can range from as little as 0,5 mm per side and as much as 10 mm per side depending on the size of the tool.
However best results come from material produced specifically for Skiving. Skiving also produces optimal peak and valley patterns for subsequent roller burnishing.
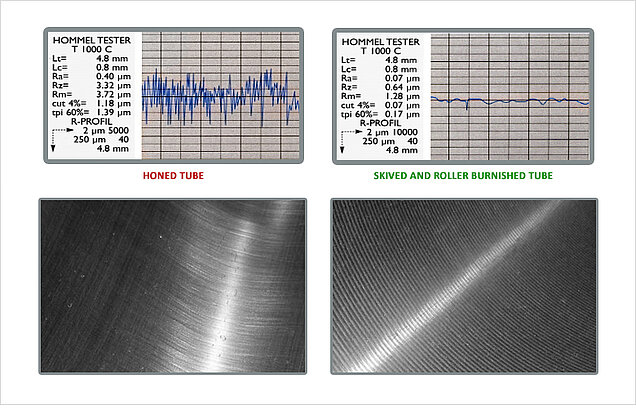
COMPARISON OF THE SURFACE QUALITY OF HYDRAULIC TUBE
Compared with honing, skiving and roller burnishing process offers not only a better accuracy, but also a better surface quality.
A comparison between standard production samples is shown hereafter; skived and roller burnished material has a lower Ra and Rz and a better bearing factor.
The picture displays a 60% Tpi achieved, by honing, at a depth of 1,39 µm. The same Tpi value can be found at a depth of only 0,17 µm thanks to the skiving and roller burnishing process. The shown differences are very important for the gaskets life; for honed tubes, after 100 working hours the gaskets are already 50% worn out.
This is due to the fact that the gaskets operate like a “tool”, working to smooth the small, sharp peaks resulting from the honing operation.
This phenomenon is unknown for skived and roller burnished tubes.
The superior surface quality offered by the skived and roller burnished tubes is essential when a cylinder operates at high speed. The skived and roller burnished surface is superior also for very slow displacements, avoiding the “stick-slip” phenomena. Honed surfaces on the opposite require frequent gaskets maintenances.